Alimentación La alimentación se lleva a cabo por un eje motorizado.
Enderezado El tubo se endereza con una serie de rodillos.
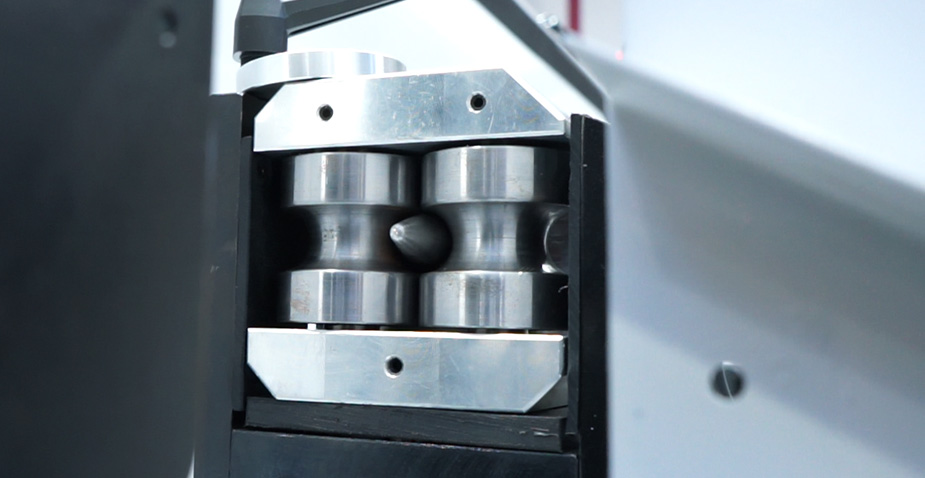
Calibrado Rodillos calibradores especiales y el paso a través del mandril realizan la calibración, compensando abolladuras o imperfecciones externas o internas del tubo.
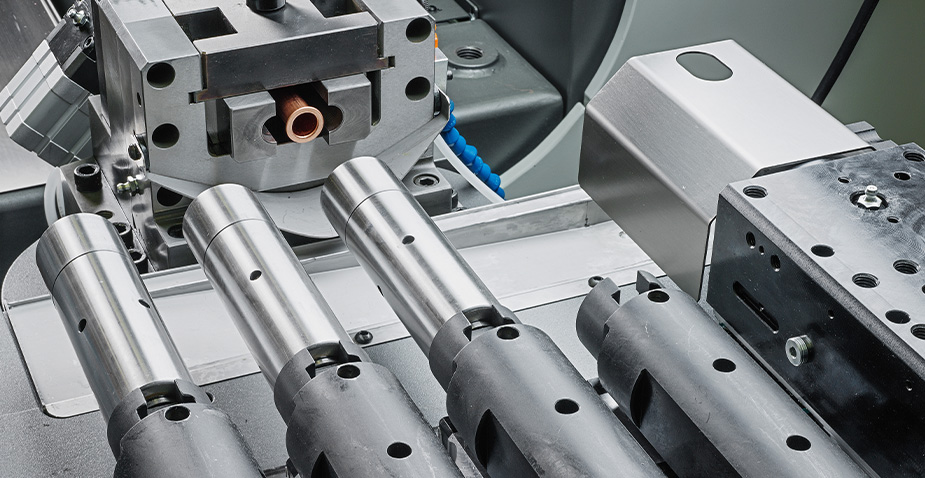
Deformado El módulo de deformado está disponible con 6 punzones fijos o 4 punzones fijos y 1 punzón rotativo para recorte/biselado.
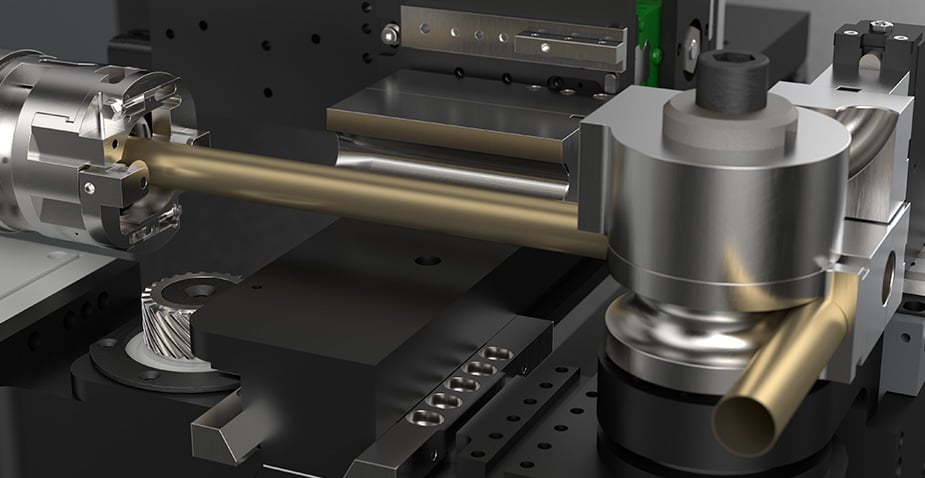
Curvado Flexión o estiramiento con o sin mandril, incluyendo multirradio fijo y variable. Todas las tecnologías se pueden combinar en la misma pieza, en secuencia automática y sin reelaboraciones.
Perforación Unidades de perforación dedicadas con husillo o Collar Drill pueden trabajar en cualquier punto del tubo, incluso en curvas.
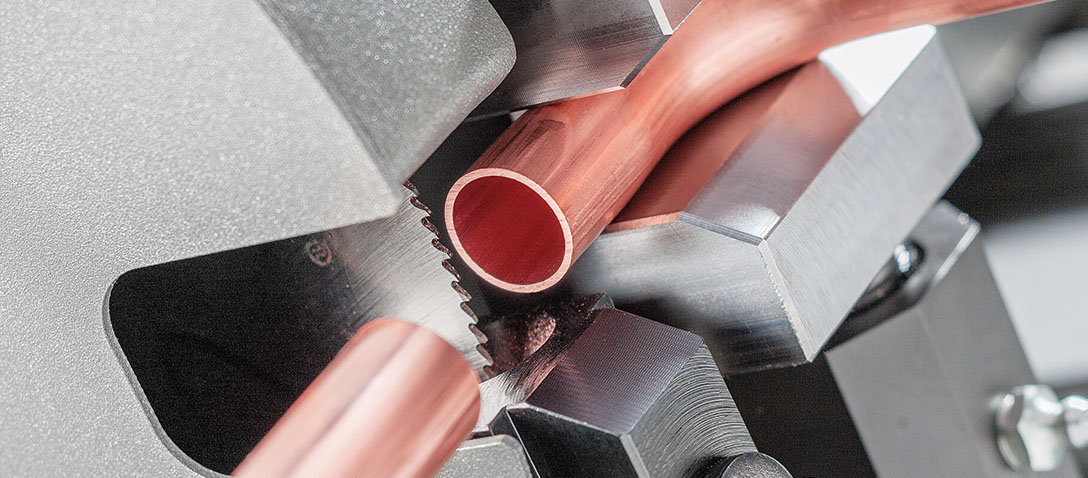
Corte orbital El corte orbital montado en el mandril puede realizar la pre-incisión durante el proceso de curvado y el corte al final de la última curva, manteniendo una excelente calidad del borde gracias al soporte interno del mandril.
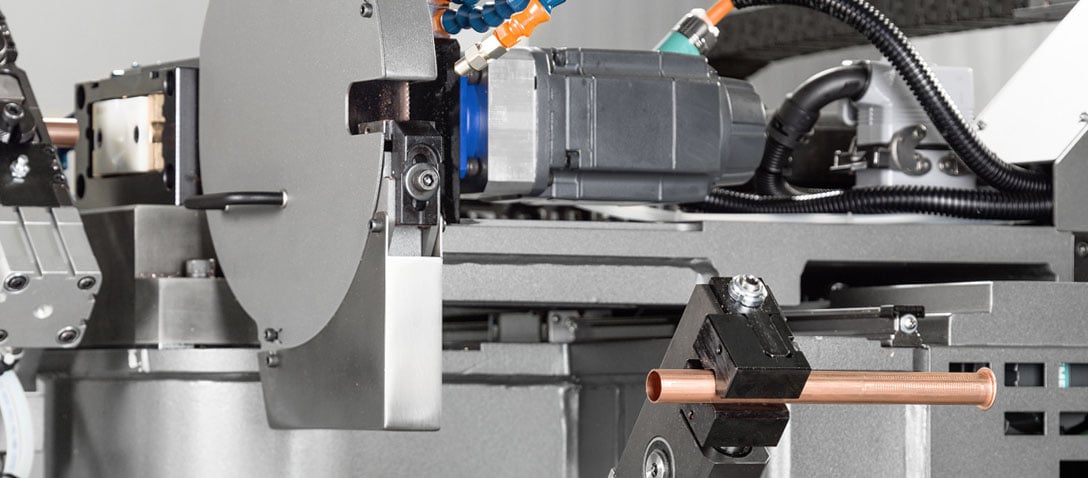
Corte con disco El corte también se puede realizar mediante el dispositivo de corte con cuchilla en el módulo de conformado.
Descarga El dispositivo de descarga automática está totalmente integrado en el ciclo de trabajo y gestionado por el CNC.
Curvado
Corte
Perforación
Desde bobina con mandril
Crea curvas con alto acabado estético y mínima ovalización.
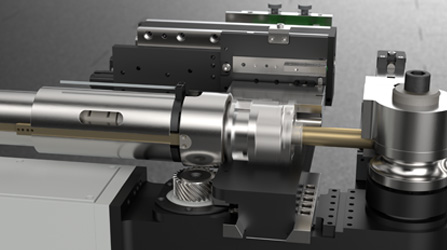
El mandril suspendido magnéticamente dentro del tubo es una solución innovadora y patentada (nr. EP2281643), que permite obtener curvas perfectas incluso trabajando desde bobina.
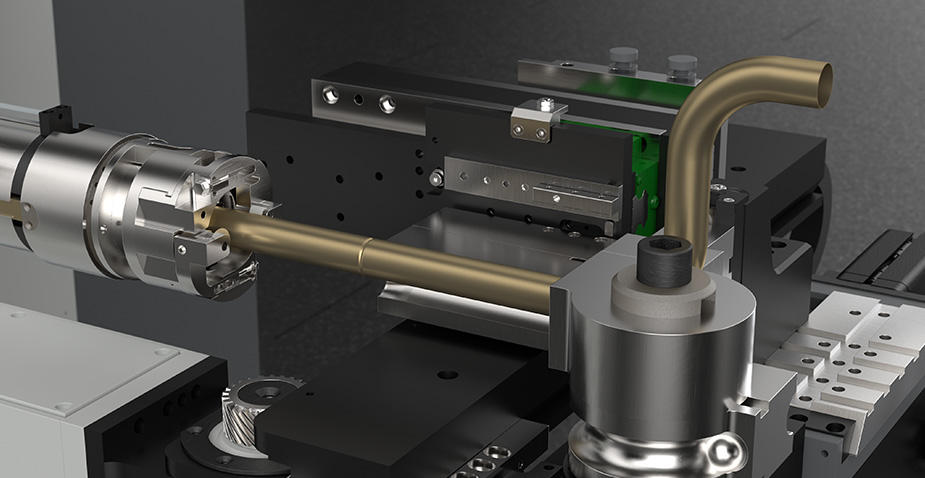
Flexión o estiramiento a la derecha y a la izquierda
Produce piezas 3D y formas serpenteantes extremadamente complejas sin comprometer la calidad de la curva ni la longitud de los tramos rectos.
PRO-RUNNER permite la flexión derecha e izquierda y estiramiento de tubos desde bobina en proceso, con capacidades multirradio.
Radios variables
Fabrica curvas más amplias y espirales de cualquier diámetro y reduce el tiempo de ciclo.
La curvatura de radio variable ofrece muchas ventajas, y una curvadora de tubos totalmente eléctrica gestionada por VGPNext es la forma más precisa de realizarla.
Cambio rápido de herramienta
Cambia herramientas muy rápidamente, el setup es automático y la mecánica de fijación de piezas es realmente simple.
Corte al final de la curva
Puede eliminar la última sección recta del tubo cortando al final de la última curva realizada.
El corte orbital montado en el mandril permite eliminar posteriores rebajes en máquinas especiales.
Corte orbital móvil
Maximice la productividad con corte secuencial.
El corte orbital montado en el mandril se mueve al unísono con el tubo para realizar el corte durante el proceso de curvado, mejorando la calidad y productividad.
Corte recalibrador
Produce bordes de corte perfectos y sin deformaciones.
En el corte recalibrador, el mandril pasa dentro de la sección recién cortada con el orbital, recalibrando el diámetro del borde y eliminando cualquier deformación tanto en el interior como en el exterior del tubo.
Mandril eléctrico
Orificios siempre perfectos, incluso en curvas.
Gracias al mandril eléctrico opcional montado en el brazo de curvado, la perforación se realiza después del doblado.
Así puedes hacer orificios en cualquier punto del tubo, incluso en curvas, sin que la circularidad se vea afectada por la deformación del material.
Collar Drill
Simplifica las operaciones posteriores de montaje de tuberías.
Con el dispositivo Collar Drill se realizan orificios con collar que facilitan las siguientes fases de fabricación o montaje.
Elija la seguridad para su trabajo
PRO-RUNNERestá certificada por la CE y diseñada de acuerdo con las más estrictas normas de seguridad para proteger al operador durante el funcionamiento de la máquina.
Usted decide por dónde empezar
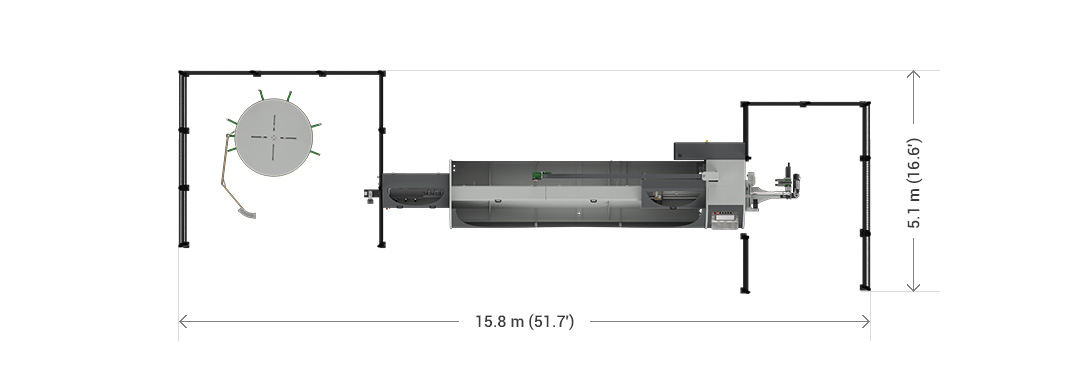
Elija el alimentador de bobina que mejor se adapte a sus necesidades de producción o de espacio: vertical, horizontal o Jumbo. La alimentación y la recuperación del tubo se realiza en el proceso y el motor se controla en ambas direcciones. El alimentador puede utilizarse en modo neutral seleccionando la función en el programa VGPNext que está totalmente integrado en el software de la máquina.
Información técnica PRO-RUNNER
Diámetro máximo trabajable
Aluminio
28 mm x 1,5 mm
Cobre
28 mm x 1,5 mm
Aceros inoxidables
16 mm x 1 mm
Aceros inoxidables
16 mm x 1 mm
Características de la máquina
Precisión del eje X
± 0,05 mm
Precisión del eje Y
± 0,1°
Precisión del eje Z
± 0,05°
Paso de la barra
28,5 mm
Masa de la máquina sin módulo de conformado
5.500 kg
Masa del módulo de conformado Heavy
1.350 kg
Producida por SIMAT S.r.l. para BLM GROUP
Consumo y emisiones
Potencia instalada
20,0 kVA
Corriente nominal
35,0 A
Consumo medio en funcionamiento automático
2,10 kWh
Consumo de la máquina en espera
0,70 kWh
Emisiones medias equivalentes (*)
0,48 kgCO2/h
*Para estimar las emisiones se ha utilizado un coeficiente de 293,3 gCO2/kWh, indicado en el informe ISPRA 386/2023, que resume la combinación de generación eléctrica italiana. Este indicador es válido solo para la frontera italiana y está destinado a proporcionar al cliente una idea de la magnitud de las emisiones relacionadas con el consumo.