Alimentation Alimentation motorisée depuis la bobine.
Redresser Le tube est redressé par une série de galets.
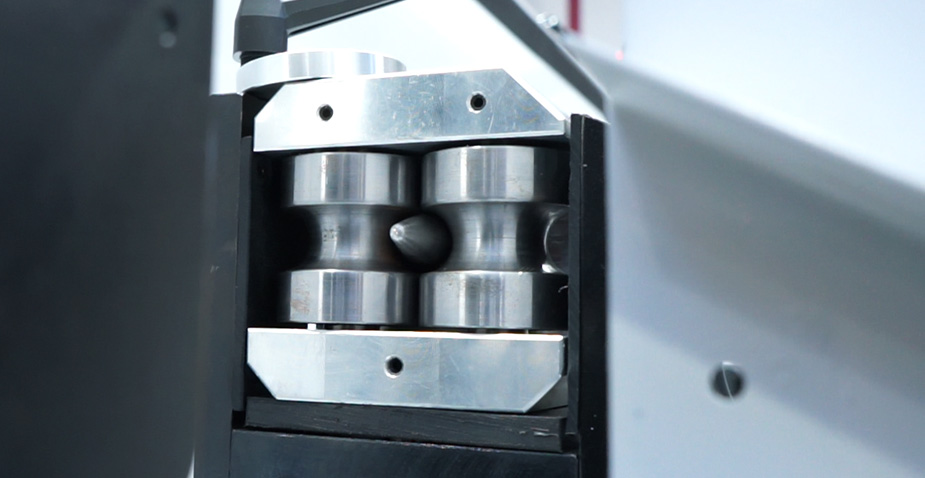
Calibrage Des rouleaux de calibrage spéciaux et le passage à travers le mandrin effectuent le calibrage, en compensant les éventuelles déformations ou imperfections externes ou internes du tube.
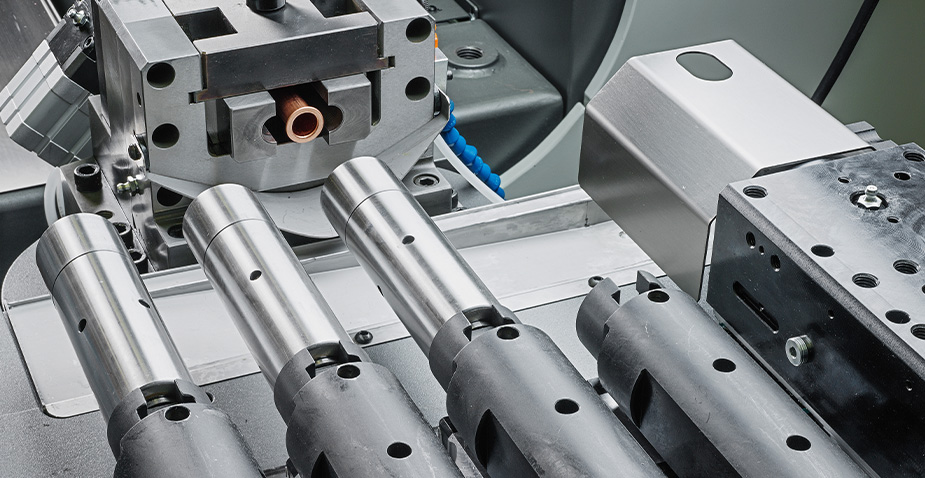
Formage Le module de formage est disponible avec 6 passages fixes ou 4 passages fixes et 1 passage rotatif.
Cintrage Cintrage avec ou sans mandrin par flexion ou par étirement, à rayons multiples fixes et variables. Toutes les technologies peuvent être combinées sur une même pièce, en séquence automatique et sans reprise.
Perçage Les unités de perçage dédiées avec électromandrin ou Collar Drill, peuvent travailler à n’importe quel point du tube, même en cintres.
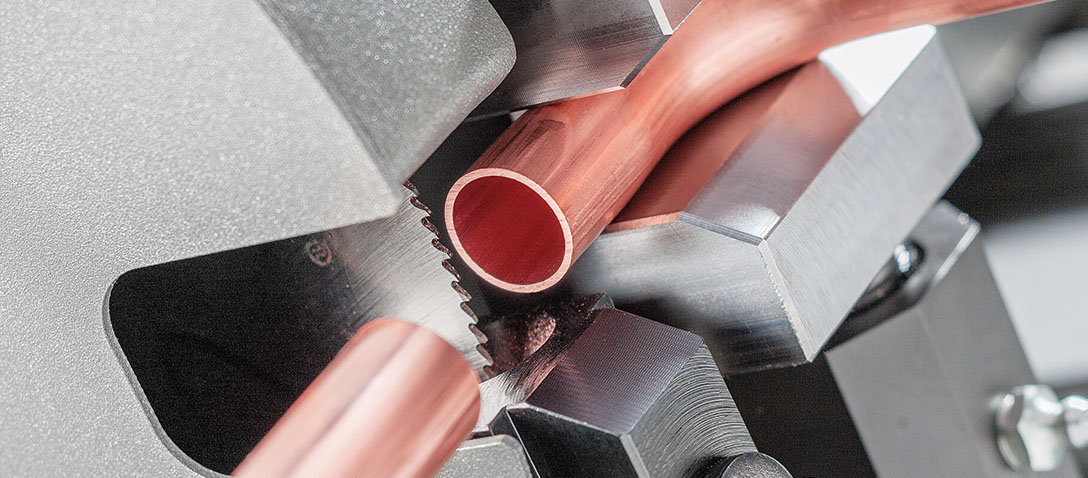
Coupe orbitale La coupe orbitale peut effectuer la pré-incision pendant le processus de cintrage et la coupe à la fin du dernier rayon, en maintenant une excellente qualité de bord grâce au support interne du mandrin.
Découpe de disque La coupe peut également être effectuée à l’aide du dispositif de coupe à lame sur le module de formage.
Déchargement Le dispositif de déchargement automatique est pleinement intégré dans le cycle de travail et contrôlé par la CNC.
Cintrage
Coupe
Perçage
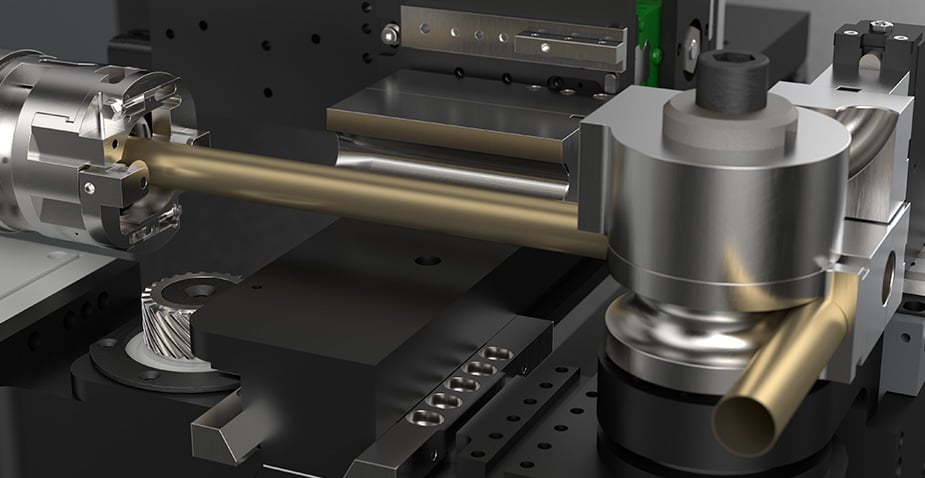
A partir de bobine avec mandrin
Crée des cintres avec une haute finition esthétique et une ovalisation minimale.
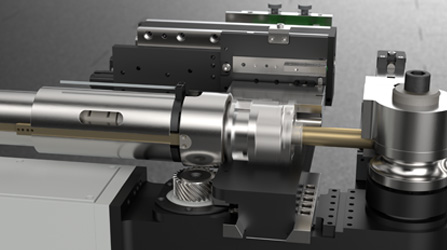
Le mandrin à suspension magnétique à l’intérieur du tube est une solution innovante et brevetée (nr. EP2281643), permettant d’obtenir des cintres parfaits même en travaillant à partir de bobine.
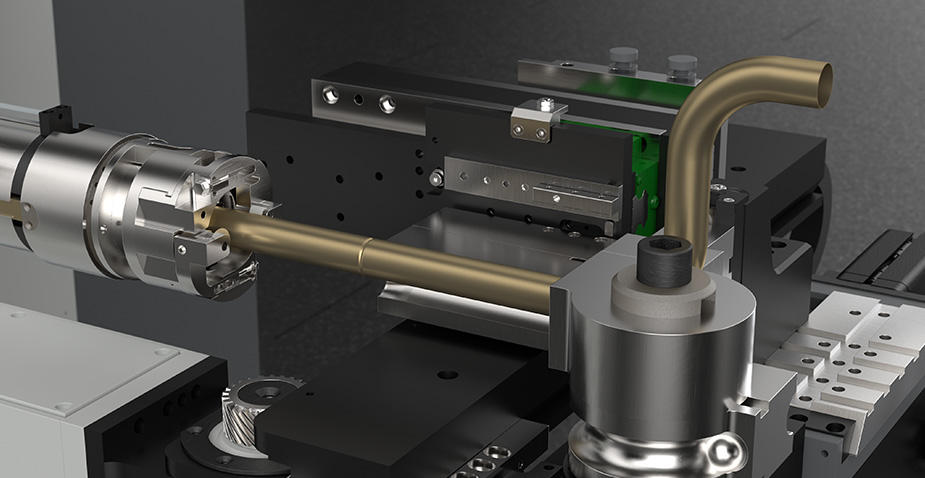
Version droite et gauche par flexion ou par étirement
Réalise des pièces 3D et des serpentins extrêmement complexes sans compromettre la qualité des cintres ni la longueur des sections droites.
PRO-RUNNER permet le cintrage à droite et à gauche à partir de bobine en process par flexion ou par étirement, avec multi-rayon.
Rayon variable
Réduire le temps de cycle et réaliser des cintres plus larges et des spirales de tout diamètre.
Le cintrage à rayon variable offre de nombreux avantages, et une cintreuse de tubes tout-électrique pilotée par VGPNext est le moyen le plus précis de l’exécuter.
Changement rapide d’outillage
Changement d’outillage très rapide, la configuration est automatique et la mécanique de fixation des pièces est vraiment simple.
Coupe en fin de cintre
Vous pouvez supprimer la dernière partie droite du tube en réalisant la coupe à la fin du dernier cintre.
La coupe orbitale permet d’éliminer les reprises sur des machines dédiées.
Coupe orbitale mobile
Maximisez la productivité grâce à la découpe en continu.
La coupe orbitale se déplace de manière solidaire avec le tube pour effectuer la coupe pendant le processus de cintrage, améliorant ainsi la qualité et la productivité.
Coupe de recalibrage
Réalise des bords de coupe parfaits et sans déformations.
Lors de la coupe de recalibrage, le mandrin passe à l’intérieur de la section juste coupée avec l’orbital, recalibrant le diamètre du bord et éliminant toute déformation à l’intérieur comme à l’extérieur du tube.
Electromandrin
Des perçages toujours parfaits, même dans les cintres.
Grâce à l’électromandrin optionnel monté sur le bras de cintrage, le perçage s’effectue après la phase de cintrage.
Cela permet de réaliser des perçages à n’importe quel point du tube, même dans les cintres, sans que la forme circulaire soit affectée par la déformation du matériau.
Collar Drill
Simplifie les étapes ultérieures d’assemblage des tubes.
Avec le dispositif Collar Drill, vous réalisez des perçages avec collerette qui facilitent les étapes suivantes de fabrication ou de montage.
Choisissez la sécurité au travail
PRO-RUNNERest un équipement certifié CE et conçu avec des dispositifs de sécurité pour protéger l’opérateur lors de son fonctionnement.
Vous décidez par où commencer
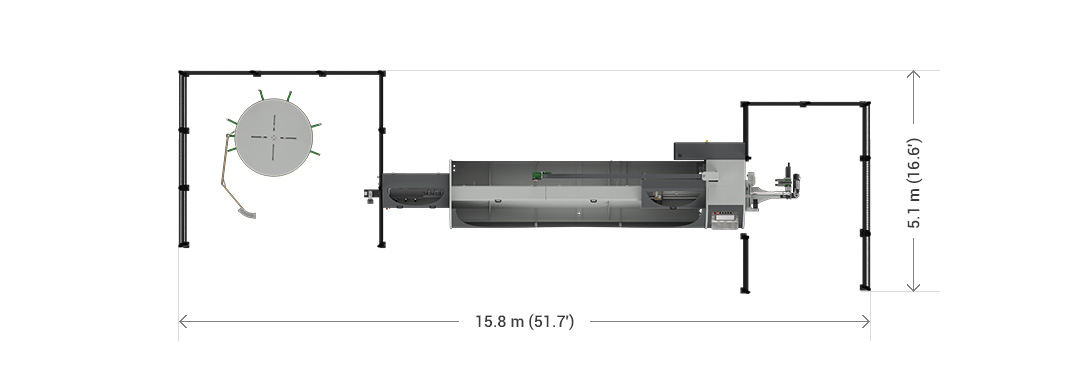
Choisissez le dérouleur d’alimentation qui correspond le mieux à votre production ou à l’espace disponible : dérouleur vertical, horizontal ou Jumbo. L’avancement et la récupération du tube sont réalisés pendant la production, le moteur est contrôlé dans les deux directions. Le dérouleur peut être utilisé en roue libre en sélectionnant la fonction dans VGPNext, c’est pleinement intégré dans le logiciel de la machine.
PRO-RUNNER Informations techniques
Diamètre maximum usinable
Aluminium
28 mm x 1,5 mm
Cuivre
28 mm x 1,5 mm
Acier inoxydable
16 mm x 1 mm
Acier doux
16 mm x 1 mm
Caractéristiques de la machine
Précision de l’axe X
± 0,05 mm
Précision de l’axe Y
± 0,1°
Précision de l’axe Z
± 0,05°
Passage de la barre
28,5 mm
Masse de la machine sans module de formage
5 500 kg
Masse du module de formage Heavy
1 350 kg
Produite par SIMAT S.r.l. pour BLM GROUP
Consommation et émissions
Puissance installée
20,0 kVA
Courant nominal
35,0 A
Consommation moyenne en fonctionnement automatique
2,10 kWh
Consommation électrique de la machine en mode veille
0,70 kWh
Émissions moyennes équivalentes (*)
0,48 kgCO2/h
*Un coefficient de 293,3 gCO2/kWh a été utilisé pour estimer les émissions, comme indiqué dans le rapport ISPRA 386/2023, qui résume le mix de production électrique italien. Cet indicateur s’applique uniquement sur le territoire italien et vise à fournir au client un ordre de grandeur des émissions liées à la consommation.