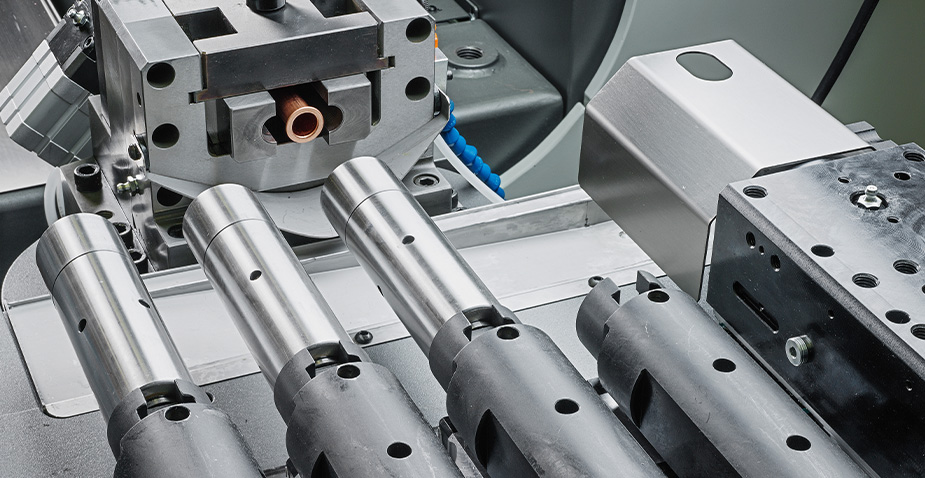
Калибровка Специальные калибровочные ролики и прохождение через дорн выполняют калибровку, компенсируя вмятины или внешние и внутренние дефекты трубы.
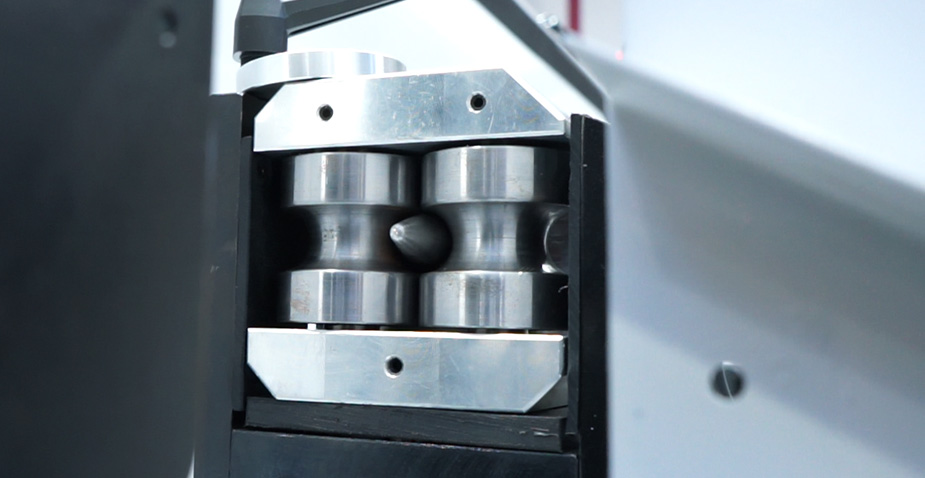
Формовка Формующий модуль доступен с 6 толкающими проходами или 4 толкающими и 1 вращающимся проходом.
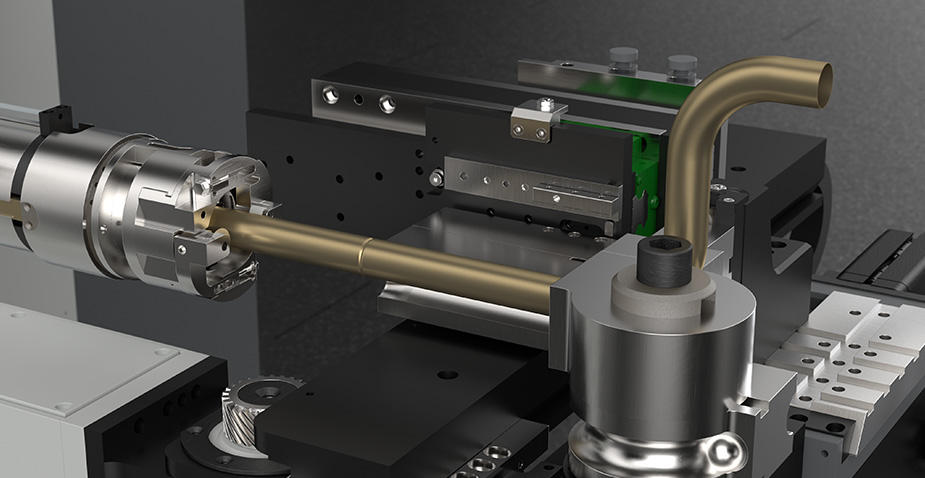
Гибка Гибка с дорном или без дорна методом намотки на гибочный штамп или протяжкой включая фиксированные и переменные многолучевые радиусы. Все технологии могут быть комбинированы на одной детали, в автоматической последовательности и без доработки.
Сверление Специальные сверлильные узлы с шпинделем или Collar Drill могут работать в любой точке трубы, даже в изгибах.
Орбитальный резак Орбитальная резка, смонтированная на дорне, может выполнять предварительную насечку в процессе гибки и резку в конце последнего изгиба, сохраняя отличное качество кромки благодаря внутренней поддержке дорна.
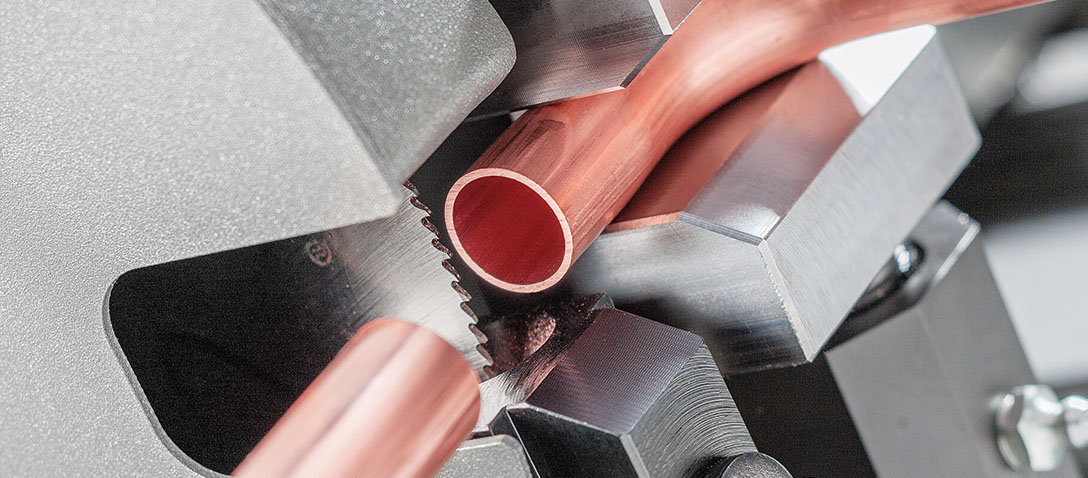
Дисковая резка Резка также может выполняться с помощью режущего устройства с лезвием на модуле формовки
Разгрузка Устройство автоматической разгрузки полностью интегрировано в рабочий цикл и управляется ЧПУ.
Гибка
Резка
Сверление
Из бухты с дорном
Создает изгибы с высокой эстетической отделкой и минимальной овализацией.
Магнитно подвешенный дорн внутри трубы — инновационное и запатентованное решение (nr. EP2281643), позволяющее получать идеальные изгибы даже при работе из бухты.
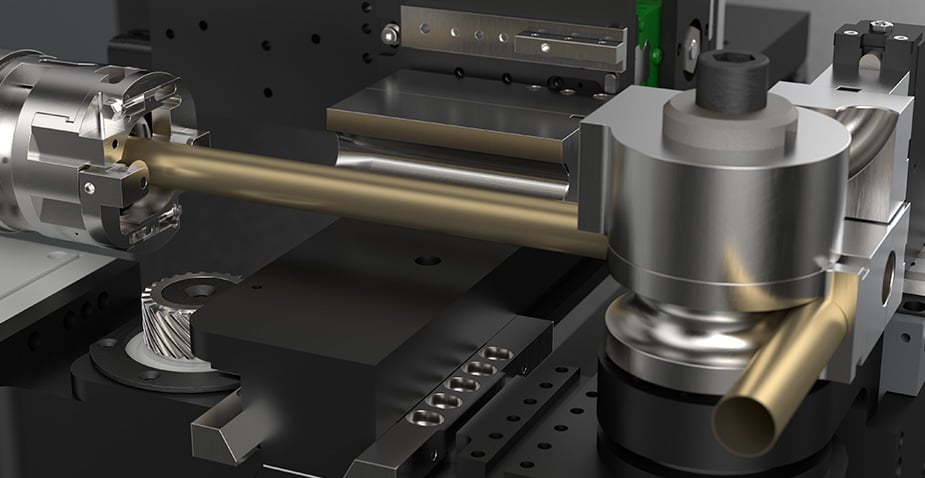
Право и лево-сторонняя гибка труб методом намотки или проталкивания
Создает 3D-детали и крайне сложные серпантинные формы без компромиссов по качеству изгиба или длине прямых участков.
PRO-RUNNER позволяет выполнять право и лево-сторннюю гибку труб из бухты в процессе методом намотки на гибочный штамп или проталкивания, с возможностью многоуровневой оснасткой.
Переменный радиус
Сократите время цикла и создавайте более широкие изгибы и спирали любого диаметра.
Гибка с переменным радиусом предлагает множество преимуществ, а полностью электрический трубогиб, управляемый VGPNext, является самым точным способом её выполнения.
Быстрая смена инструмента
Очень быстрая смена инструмента, установка происходит автоматически, а механика фиксации детали действительно проста.
Резка в конце изгиба
Вы можете удалить последний прямой участок трубы, выполнив резку в конце последнего изгиба.
Орбитальная резка, смонтированная на дорне, позволяет избежать последующей обрезки на специализированных станках.
Подвижная орбитальная резка
Максимизируйте производительность с помощью летающей резкой.
Орбитальная резка, смонтированная на дорне, движется вместе с трубой, выполняя резку во время процесса гибки, улучшая качество и производительность.
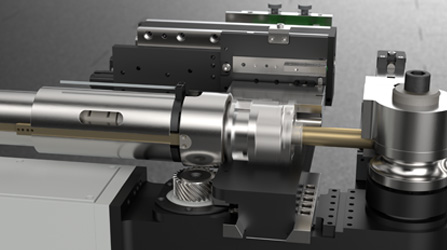
Рекалибровочная резка
Создает идеальные, без деформаций кромки среза.
При рекалибровочной резке дорн проходит внутри только что срезанного орбитальным участока, калибрует диаметр кромки и устраняет любые деформации внутри и снаружи трубы.
Электрошпиндель
Всегда идеальные отверстия, даже в изгибах.
Благодаря опциональному электрошпинделю, установленному на изгибном рычаге, сверление выполняется после гибки.
Это позволяет делать отверстия в любом месте трубы, даже в изгибах, без влияния деформации материала на геометрию отверстия.
Collar Drill
Упрощает последующие этапы сборки трубопроводов.
С помощью устройства Collar Drill выполняются отверстия с фланцем, что облегчает последующие этапы обработки или сборки.
Выбирайте безопасность для своей работы.
PRO-RUNNER сертифицирован CE и разработан с функциями безопасности для защиты оператора во время работы машины.
Вы решаете, когда начать.
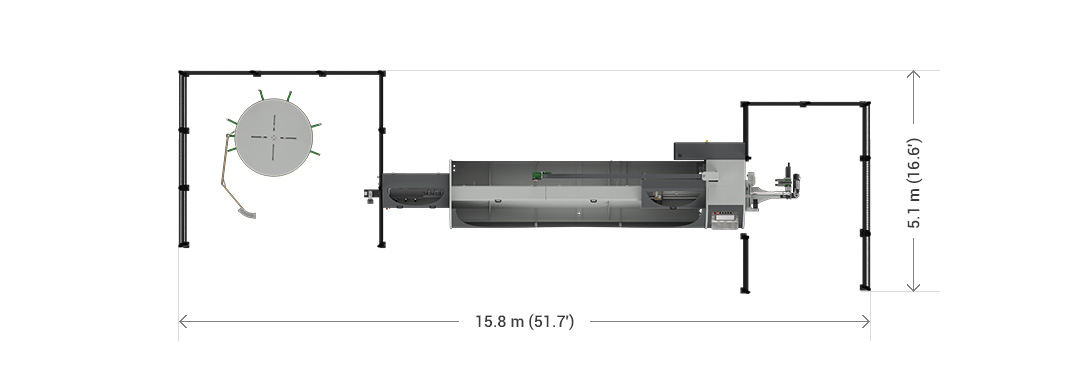
Выберите размотчик, который лучше всего подходит для Вашего производства или требований к пространству: вертикальная подача, горизонтальная или комбинированная. Процесс подачи и движения трубы обеспечивается двигателем, который управляется в обоих направлениях. Размотчик можно использовать в режиме ожидания, выбрав функцию в программе VGPNext, которая полностью интегрирована с программным обеспечением машины.
PRO-RUNNER техническая информация
Максимальный обрабатываемый диаметр
Алюминий
28 мм x 1,5 мм
Медь
28 ммx 1,5 мм
Нержавеющая сталь
16 ммx 1 мм
Средне углеродистая сталь
16 мм x 1 мм
Характеристики машины
Точность оси X
± 0,05 мм
Точность оси Y
± 0,1°
Точность оси Z
± 0,05°
Точность трубы
28,5 мм
Масса машины без модуля формовки
5.500 кг
Масса формующего модуля Heavy
1.350 кг
Произведено SIMAT S.r.l. для BLM GROUP
Потребление и выбросы
Установленная мощность
20,0 kVA
Номинальный ток
35,0 A
Среднее потребление при автоматической работе
2,10 кВт·ч
Потребление станка в режиме ожидания
0,70 кВт·ч
Средние эквивалентные выбросы (*)
0,48 кгCO2/ч
*Для оценки выбросов был использован коэффициент 293,3 г CO₂/кВт·ч (0,65 фунта CO₂/кВт·ч), приведённый в отчёте ISPRA 386/2023, который обобщает структуру производства электроэнергии в Италии. Данный показатель действителен только в пределах итальянской территории и предназначен для того, чтобы дать заказчику представление о порядке величины выбросов, связанных с потреблением электроэнергии.