LT12
Expand your performance
up to Ø 305 mm

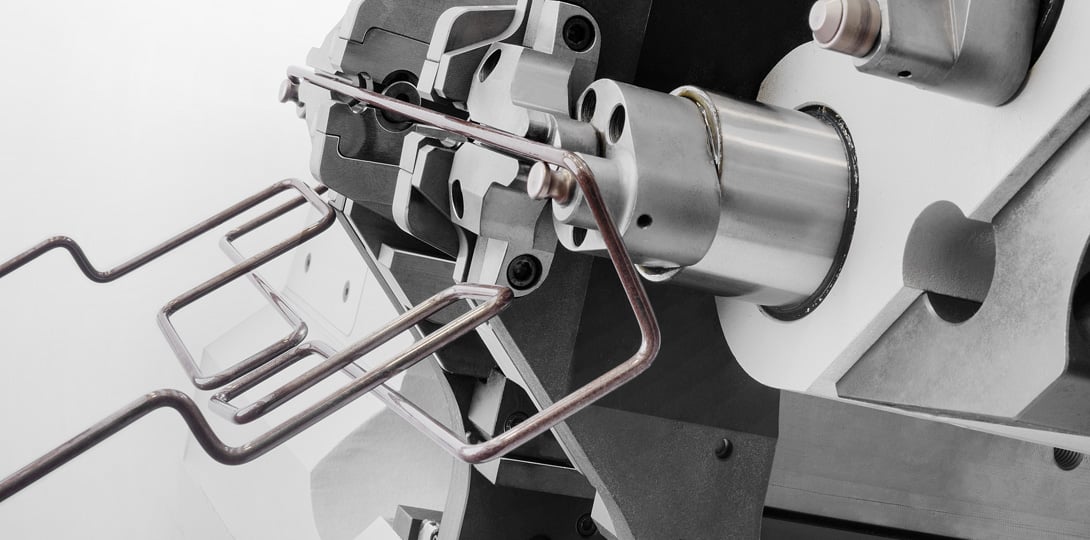
Tube bending
When is it useful to bend with a small bending radius?

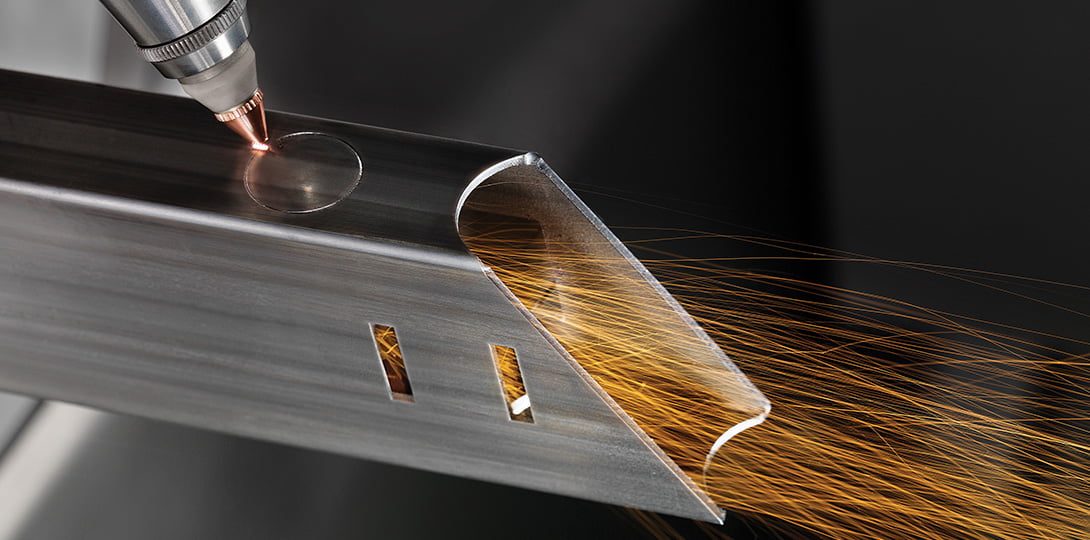
Special sections
Total control, perfect flatness


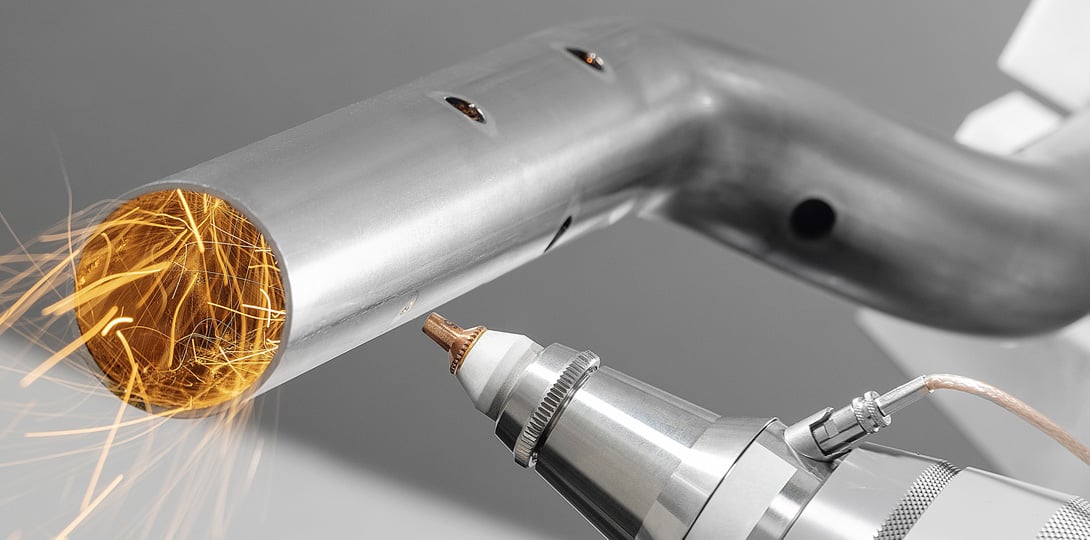
Data Matrix
Information travels with the workpiece.

E-Shop
Simple. Convenient. Worry-free.

BLM GROUP products




BLM GROUP services



Areas of application











Success stories
Successful solutions told by those who chose us

Inspired for Tube